
Büyük Ölçekli Eklemeli İmalat (Large Scale Additive Manufacturing)

Cnc Gear Hobbing Machine (Cnc DişliAzdırma Makinesi)
6 Mart 2018
Granule Feeder Mechanism of BAAM Pellet Extruder
5 Temmuz 2018
My graduation project is that Large Scale Additive Manufacturing Machine.
For direct manufacturing of actual parts by using LSAM, both process parameters and feedstock material need improvements to meet the mechanical requirements. One of the biggest drawbacks of the LSAM process for functional use of components is mechanical anisotropy [2-6]. The components printed by LSAM, have lower strength in the building direction (across successive layers) than the in-plane directions.
The temperature history of the extruded deposit is a critical parameter in dictating the part strength [5]. Therefore several heat transfer models have been proposed [7-10], thermal image measurements [11-13] and numerical analyses [1, 14] have been carried out in the previous works. Most of them are related to Fused Deposition Modeling (FDM) of relatively small parts. The thermal effect is more dominated in large-scale additive manufacturing due to the higher volume of material deposition. Yardımcı and Guceri [7] developed a family of numerical models for fused ceramic deposition. Rodriguez-Matas [9] performed a transient 2D analysis of the FDM process by assuming the filament cross-section as rectangular. Li, et al. [10] used the lumped capacity analysis for modeling the cooling process of a single filament. They have used one-dimensional transient heat transfer model and an elliptical cross-section of the deposited filament. Costa et al. [12] presented an analytical solution to the transient heat conduction developing during FDM, which activates or deactivates all relevant local boundary conditions depending on part geometry, operating conditions and deposition strategy. Compton et al. [13] measured the thermal evolution of carbon fiber/ABS composite fabricated via BAAM and developed a one-dimensional transient heat transfer model.
In this study, the thermal evaluation of ABS thin wall part during large-scale manufacturing was measured using infrared imaging. The test components are printed by using LSAM system which has developed in The Gaziantep University Mechanical Engineering Department CAD/CAM Laboratory. The cooling of single bead layers, the interface temperature and the effect of the adjacent top layer on the temperature of the previous layer were investigated. The results were compared with the lumped capacity analysis of Li et al. [10]. The tension tests carried out using the specimens to the mechanical anisotropy of the printed sample.
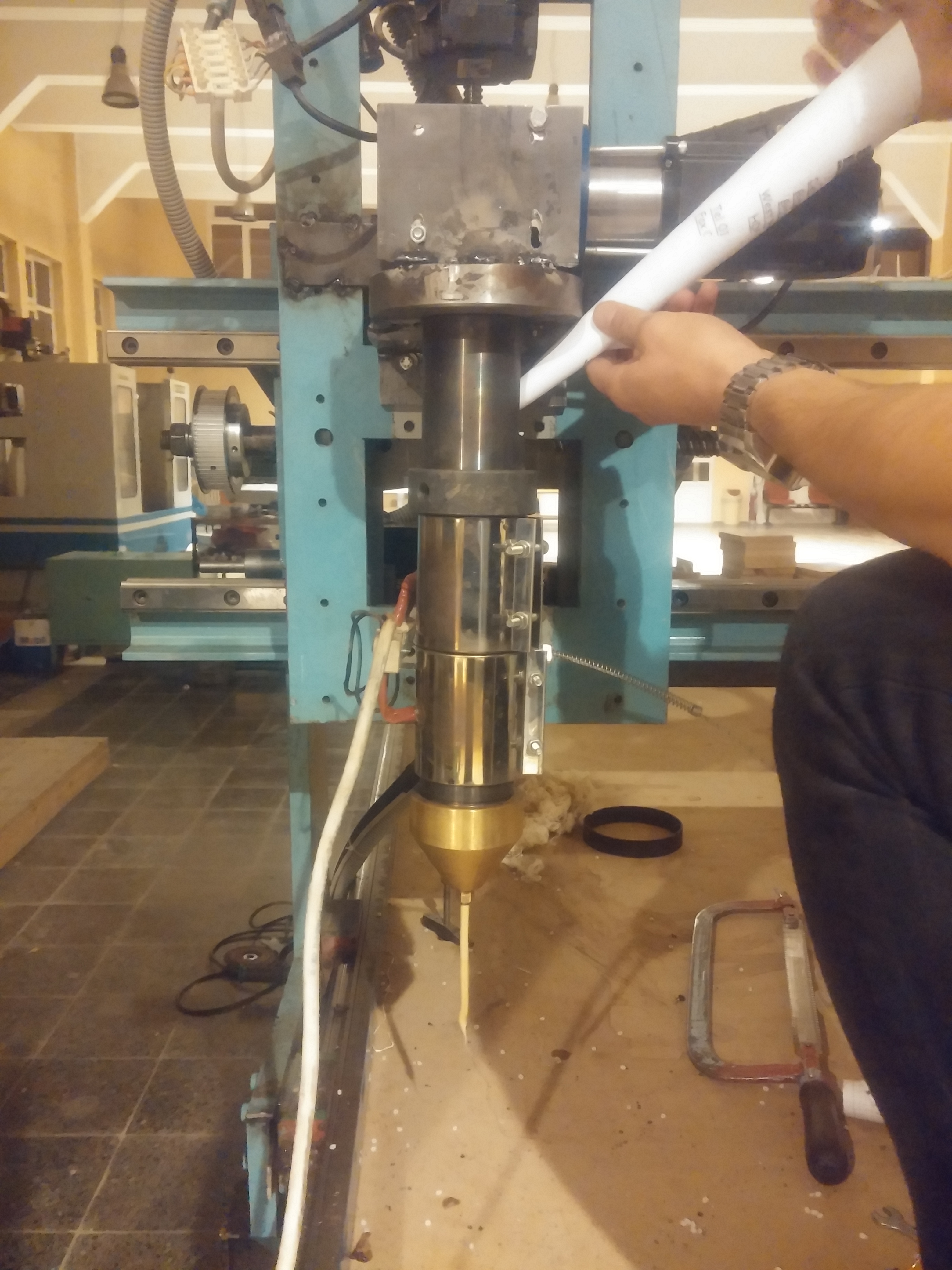
A direct extrusion system shown in Figure 1 is designed, manufactured and it was replaced with the spindle of the 3-axis CNC unit available in the department. The maximum displacements in X Y and Z directions are 1800, 2500 and 400 mm, respectively. The extruder is a single screw extruder and it is driven by a variable speed motor. The ABS granules are feeding through the extruder by an automatic feeder. The amount of granules and the speed of screw can be controlled to melt and deposit molten polymer at a rate consistent with the movement of the axes (building speed) and desired bead profile. The barrel has band heaters and a control unit to keep the chamber and nozzle temperatures in the required ranges. In the experimental study 6 mm diameter nozzle was used. A rolling unit is also integrated into the system to spreading the wall width and bead profile.
[2] Kishore, V., Ajinjeru, C., Nycz, A., Post, B., Lindahl, J., Kunc, V., Duty, C., Infrared Preheating to Improve Interlayer Strength of Big Area Additive Manufacturing (BAAM) Components, Additive Manufacturing, 14,pp. 7-12, 2017.
[3] Duty, C. E., Kunc, V., Compton, B. G., Post, B. K. et al. Structure and Mechanical Behavior of Big Area Additive Manufacturing (BAAM) Materials, Rapid Prototyping J., 23, 1, pp. 181-189, 2017.
[4] Faes, M., Ferraris, E., Moens, D., Influence of Inter-layer Cooling Time on the Quasistatic Properties of ABS Components Produced via Fused Deposition Modelling, Procedia CIRP, 42, pp. 748-753, 2016.
[5] Sun, Q., Rizvi, G. M., Bellehumeur, C. T., Gu, P., Effect of Processing Conditions on The Bonding Quality FDM polymer Filaments, Rapid Prototyping J., v. 14, n 2, pp. 172-80, 2017.
[6] Sung, H. A., Montero, M., Odell, D., Roundy, S., Wright, P. K., Anisotropic Material Properties of Fused Deposition Modeling ABS, Rapid Prototyping J., v. 8, n 4, pp. 248- 257, 2002.
[7] Yardımcı, M. A., Guceri, S., Conceptual Framework for the Thermal Process Modeling of Fused Deposition, Rapid Prototyping J., v. 2, n 2, pp. 26-31, 1996.
[8] Rodriguez-Matas, J. F. Modeling the Mechanical Behavior of Fused Deposition ABS Polymer Components, PhD Dissertation, department of Aerospace and Mechanical Engineering , Notre Dame, IN., 1999.
[9] Thomas, J. P., Rodriguez, J. F. Modeling the Fracture Strength Between Fused deposition extruded Rods, Solid Freeform Fabrication Symposium Proceedings, Austin, TX, USA, 2000.
[10 ] Li, L., Gu, P., Sun, Q., Bellehumeur, C., Modeling of Bond Formation in FDM Process, The Transactions of NAMRI/SME, v31, pp. 613-620, 2003.
For more information: Article about LSAM
My Supervisor: Prof. Dr. Omer Eyercioglu: Web Page
Introduction
Additive manufacturing methods have been mostly used for rapid prototyping, where these methods extensively used to assess the geometric and aesthetic aspects of designs [1]. In recent years, the use of additive manufacturing for functional products with required mechanical properties has increased significantly. In most of the commercially available 3D printing systems, the deposition rates and the building volumes are limited as 0.01-0.085 kg/h and 0.03-0.3 m3, respectively [2]. Therefore, they are not or less suited for larger parts. Large Scale Additive Manufacturing (LSAM) defines a system that can be used for printing components on the order of several meters at high extrusion rates (up to 50 kg/h). The feedstock material is in the form of thermoplastic or fiber reinforced thermoplastic pellets which are almost 20 times cheaper than the filament based feedstock. The system has the potential to significantly affect automobile, aerospace and energy industries.For direct manufacturing of actual parts by using LSAM, both process parameters and feedstock material need improvements to meet the mechanical requirements. One of the biggest drawbacks of the LSAM process for functional use of components is mechanical anisotropy [2-6]. The components printed by LSAM, have lower strength in the building direction (across successive layers) than the in-plane directions.
The temperature history of the extruded deposit is a critical parameter in dictating the part strength [5]. Therefore several heat transfer models have been proposed [7-10], thermal image measurements [11-13] and numerical analyses [1, 14] have been carried out in the previous works. Most of them are related to Fused Deposition Modeling (FDM) of relatively small parts. The thermal effect is more dominated in large-scale additive manufacturing due to the higher volume of material deposition. Yardımcı and Guceri [7] developed a family of numerical models for fused ceramic deposition. Rodriguez-Matas [9] performed a transient 2D analysis of the FDM process by assuming the filament cross-section as rectangular. Li, et al. [10] used the lumped capacity analysis for modeling the cooling process of a single filament. They have used one-dimensional transient heat transfer model and an elliptical cross-section of the deposited filament. Costa et al. [12] presented an analytical solution to the transient heat conduction developing during FDM, which activates or deactivates all relevant local boundary conditions depending on part geometry, operating conditions and deposition strategy. Compton et al. [13] measured the thermal evolution of carbon fiber/ABS composite fabricated via BAAM and developed a one-dimensional transient heat transfer model.
In this study, the thermal evaluation of ABS thin wall part during large-scale manufacturing was measured using infrared imaging. The test components are printed by using LSAM system which has developed in The Gaziantep University Mechanical Engineering Department CAD/CAM Laboratory. The cooling of single bead layers, the interface temperature and the effect of the adjacent top layer on the temperature of the previous layer were investigated. The results were compared with the lumped capacity analysis of Li et al. [10]. The tension tests carried out using the specimens to the mechanical anisotropy of the printed sample.
A direct extrusion system shown in Figure 1 is designed, manufactured and it was replaced with the spindle of the 3-axis CNC unit available in the department. The maximum displacements in X Y and Z directions are 1800, 2500 and 400 mm, respectively. The extruder is a single screw extruder and it is driven by a variable speed motor. The ABS granules are feeding through the extruder by an automatic feeder. The amount of granules and the speed of screw can be controlled to melt and deposit molten polymer at a rate consistent with the movement of the axes (building speed) and desired bead profile. The barrel has band heaters and a control unit to keep the chamber and nozzle temperatures in the required ranges. In the experimental study 6 mm diameter nozzle was used. A rolling unit is also integrated into the system to spreading the wall width and bead profile.
References:
[1] Talagani, M. R., DorMohammadi, S., Dutton, R, et al. Numerical Simulation of Big Area Additive Manufacturing (3D Printing) of a Full Size Car, SAMPE Journal, v. 51, no. 4, July/August, pp. 27-36, 2015.[2] Kishore, V., Ajinjeru, C., Nycz, A., Post, B., Lindahl, J., Kunc, V., Duty, C., Infrared Preheating to Improve Interlayer Strength of Big Area Additive Manufacturing (BAAM) Components, Additive Manufacturing, 14,pp. 7-12, 2017.
[3] Duty, C. E., Kunc, V., Compton, B. G., Post, B. K. et al. Structure and Mechanical Behavior of Big Area Additive Manufacturing (BAAM) Materials, Rapid Prototyping J., 23, 1, pp. 181-189, 2017.
[4] Faes, M., Ferraris, E., Moens, D., Influence of Inter-layer Cooling Time on the Quasistatic Properties of ABS Components Produced via Fused Deposition Modelling, Procedia CIRP, 42, pp. 748-753, 2016.
[5] Sun, Q., Rizvi, G. M., Bellehumeur, C. T., Gu, P., Effect of Processing Conditions on The Bonding Quality FDM polymer Filaments, Rapid Prototyping J., v. 14, n 2, pp. 172-80, 2017.
[6] Sung, H. A., Montero, M., Odell, D., Roundy, S., Wright, P. K., Anisotropic Material Properties of Fused Deposition Modeling ABS, Rapid Prototyping J., v. 8, n 4, pp. 248- 257, 2002.
[7] Yardımcı, M. A., Guceri, S., Conceptual Framework for the Thermal Process Modeling of Fused Deposition, Rapid Prototyping J., v. 2, n 2, pp. 26-31, 1996.
[8] Rodriguez-Matas, J. F. Modeling the Mechanical Behavior of Fused Deposition ABS Polymer Components, PhD Dissertation, department of Aerospace and Mechanical Engineering , Notre Dame, IN., 1999.
[9] Thomas, J. P., Rodriguez, J. F. Modeling the Fracture Strength Between Fused deposition extruded Rods, Solid Freeform Fabrication Symposium Proceedings, Austin, TX, USA, 2000.
[10 ] Li, L., Gu, P., Sun, Q., Bellehumeur, C., Modeling of Bond Formation in FDM Process, The Transactions of NAMRI/SME, v31, pp. 613-620, 2003.
For more information: Article about LSAM
My Supervisor: Prof. Dr. Omer Eyercioglu: Web Page







{kind=link}
{kind=link}
{kind=link}